



Analyse comparative des paramètres de fixation des prix
Évaluation immobilière au Canada
Rechercher dans la bibliothèque en ligne
Le présent article est une dissertation de doctorat rédigée par Roman Sustek, un évaluateur qui étudie actuellement à l’INSTITUTE OF FORENSIC ENGINEERING, en République tchèque. Sa dissertation
traite de l’évaluation d’une machine à former en utilisant une approche novatrice appelée méthode ECM et la modélisation computationnelle. Dans sa dissertation, cette procédure est aussi appliquée à d’autres machines à former.
L’évaluation repose sur une comparaison de l’objet évalué avec des objets comparables (International Valuation Standards). En tant qu’estimateur de biens en République tchèque, je suis souvent perplexe quant à savoir comment quantifier le degré de dissemblance entre un article évalué et un article comparable. Dans le cas de l’évaluation d’une machine à former, même s’il existe des machines comparables, il y a souvent des différences dans leurs caractéristiques essentielles, soit la conception, la condition et les paramètres entre
la machine à former évaluée et les machines à former comparées. Les différences de conception et de conditions devraient être évaluées par l’estimateur selon ses connaissances et son expérience.
Cet article vise principalement à présenter la procédure visant à réduire les paramètres de base aux paramètres déterminants. Les paramètres déterminants sont ceux qui permettent d’établir la valeur de la machine à former. Plusieurs paramètres servent à décrire les machines à former. Cependant, étant donné qu’aucune méthode ne peut effectuer une comparaison de prix multiparamétrée avec un aussi grand nombre de paramètres, je suggère d’utiliser la modélisation computationnelle. Pour mettre en œuvre la dérivation des paramètres déterminants, j’ai sélectionné la machine à former d’une presse à cintrer.
Les composants essentiels de la presse à cintrer sont les suivants :
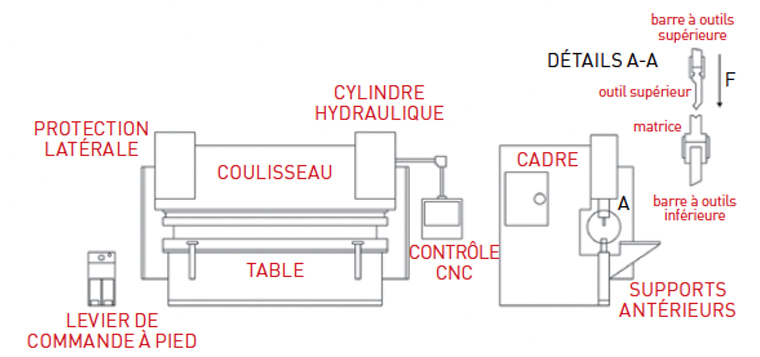
La presse à cintrer est décrite par des paramètres qui peuvent être classés comme suit :
- Espaces de travail (p1 longueur de pliage, p2 gorge, p3 hauteur de la table, p4 coup, p5 distance entre les colonnes, et p6 passage sous presse)
- Performance (p7 force de la presse, p8 puissance)
- Efficacité (p9 vitesse des registres, p10 alimentation de la croix supérieure)
- Dimensions de la machine (p11 longueur, p12 hauteur, p13 largeur, p14 poids)
- Autres (p15 précision, p16 degré d’automatisation)
Un changement dans chacun des paramètres ci-dessus dans les groupes espaces de travail, performance, efficacité, dimensions de la machine et autres influera sur la valeur de la presse à cintrer, mais à des degrés variables. Pour résoudre des problèmes d’évaluation pratique, il semble donc utile que la comparaison entre la presse à cintrer évaluée et la presse à cintrer utilisée pour la comparaison repose principalement sur l’examen des paramètres qui ont une influence déterminante sur le prix de la machine, c.-à-d. qu’ils sont déterminants du prix.
À cette fin, je propose une méthode fondée sur la réduction des paramètres en trois étapes. D’abord, une analyse experte sert à sélectionner les paramètres importants dans le groupe de paramètres essentiels, puis, une analyse de corrélation sert à réduire les paramètres importants aux paramètres essentiels et, enfin, une évaluation des variantes multicritères sert à sélectionner les paramètres déterminants. Cette procédure est appelée collectivement la méthode ECM. Celle-ci décrit une procédure de réduction des paramètres contrôlés, avec perte minimale des informations essentielles. La méthode ECM a été publiée1,2,3.
Le schéma de la méthode ECM se décline comme suit :
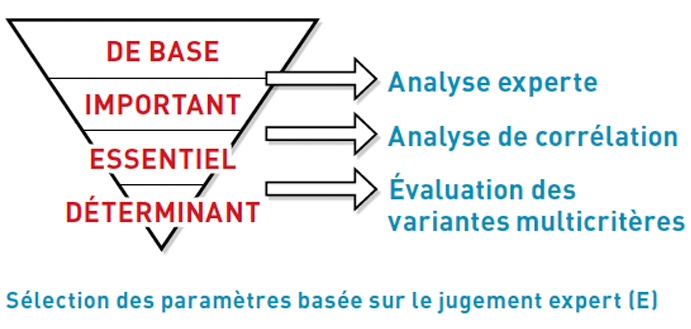
Sélection des paramètres basée sur le jugement expert (E)
Les presses à cintrer sont conçues pour rencontrer les fortes demandes et les exigences rigoureuses des utilisateurs. Pour ce qui est d’estimer l’utilité d’une presse à cintrer, le facteur le plus important est la variété de produits qui peuvent être fabriqués sur la machine. Cette variété est déterminée par la taille du matériau à transformer et par l’opération que la machine peut exécuter.
Pour réduire les paramètres de base, il est nécessaire d’exprimer, sous forme de questions, les possibilités de la machine à former. Je propose de formuler des questions pour la presse à cintrer relativement à l’utilité :
- DE QUOI LE PRODUIT EST-IL FAIT ? Dans une usine de clôtures, ce sont habituellement des feuilles de différentes formes, dimensions et épaisseurs.
- COMMENT LE PRODUIT EST-IL FABRIQUÉ ? En pliant le métal en feuille à différents degrés avec un outil dans une matrice.
| QUESTION/INFLUENCE | presse à cintrer |
| De quoi le produit est-il fait ? | Feuilles de différentes formes, dimensions et épaisseurs. |
| Influence des paramètres | Espace de travail et performance du groupe. |
| Comment le produit est-il fabriqué ? | En pliant. |
| Influence des paramètres | – |
L’utilité dépend des paramètres du groupe espace de travail, c.-à-d. les paramètres p1 longueur de pliage, p2 gorge, p3 hauteur de la table, p4 coup, p5 distance entre les colonnes, et p6 passage sous presse, de même que les paramètres décrivant les caractéristiques de performance de la machine, c.-à-d. les paramètres p7 force de la presse et p8 puissance. Le paramètre p3 hauteur de la table dans le groupe espaces de travail est principalement un paramètre ergonomique et il ne touche pas l’utilité. Les autres paramètres énumérés dans d’autres groupes ne seront pas très significatifs en termes de variété des produits fabriqués sur la presse à cintrer.
Sélection des paramètres en excluant les paramètres linéairement dépendants (C)
Cette étape est exécutée dans la méthode ECM afin de ne pas dupliquer les paramètres mutuels linéairement indépendants dans le modèle computationnel. Dans cet article, le coefficient
de corrélation Pearson sert à quantifier la fermeté des relations entre les paramètres. Afin de réduire les paramètres avec la méthode ECM, il faut prendre seulement les paramètres ayant une très grande fermeté de corrélation dans la plage ‹0,80; 1,00›. Les données provenant de sources d’informations communes servent à vérifier l’interdépendance linéaire des paramètres importants (trouvés pour les paramètres des mêmes groupes). L’exclusion des paramètres linéairement dépendants (matrice de corrélation créée, p.ex. avec Excel ou Gretl) permet de réduire les sept paramètres importants à quatre. Ce sont les paramètres du groupe espaces de travail p1 longueur de pliage, p2 gorge et p4 coup, de même que le paramètre du groupe performance p7 force de la presse.
Sélection des paramètres en évaluant les variantes multicritères (M)
Je propose d’employer la méthode d’évaluation des variantes multicritères pour trouver les paramètres déterminants. L’analyse vise à découvrir lesquels des paramètres essentiels p1 longueur de pliage, p2 gorge, p4 coup et p7 force de la presse sont des paramètres déterminants (de fixation des prix) pour la comparaison des machines à former. Dans le cas présent, les variantes sont les paramètres essentiels individuels qui sont estimés plus avant selon les critères d’évaluation introduits ci-dessous.
Pour le fabricant de la machine, les coûts de production sont toujours importants. Simplement, ces coûts peuvent se diviser ainsi : frais encourus pour la production elle-même (frais encourus directement par le fabricant); frais encourus pour les fournitures des sous-traitants (achat des composants); et frais d’assemblage de la machine à former.
Avec le problème à l’étude, l’usage d’une échelle nominale (binaire) semble être la meilleure option. La méthode de l’échelle nominale pour évaluer les variantes repose sur l’application d’un accord ou d’un désaccord, qui est défini par une valeur logique binaire de 1 (accord) et 0 (désaccord). Les variantes évaluées sont impartiales en ce qui touche le critère qui est évalué. Cette méthode ne tient pas compte des préférences de chaque critère et les poids de chaque critère ne sont pas pris en considération. Le classement des variantes est déterminé par une simple somme des valeurs données dans la matrice du critère. La certitude de chaque paramètre sera estimée et évaluée en fonction de son impact sur les critères sélectionnés : frais de la production elle-même; frais des sous-traitants; et frais d’installation. L’évaluation de la matrice critérielle montre qu’en termes de coût total de production de la presse à cintrer, les paramètres p1 longueur de pliage (3 préféré) et p7 force de la presse (3 préféré) peuvent être considérés comme les paramètres déterminants de la machine.
Évaluation de la matrice critérielle :
| Paramètres essentiels | Critère- frais de la production elle-même | Critère- frais des sous-traitants | Critère- frais d’installation | Résultat |
| p1 longueur de pliage | 1 | 1 | 1 | 3 |
| p2 gorge | 0 | 1 | 0 | 1 |
| p4 coup | 0 | 0 | 0 | 0 |
| p7 force de la presse | 1 | 1 | 1 | 3 |
Les conditions sont établies pour les fins de l’évaluation :
- un compte de préférence de 0 et 1 signifie que le paramètre n’est pas un déterminant, et
- le nombre de préférences 2 et 3 signifie que le paramètre
est déterminant.
Modélisation computationnelle
Pour l’utilisation pratique de la méthode ECM, il est nécessaire de construire un modèle computationnel. Les données sur les prix de base d’une presse à cintrer hydraulique avec différentes valeurs des paramètres déterminants p1 longueur de pliage et p7 force de la presse ont été obtenues dans les sources d’information habituelles. La statistique de régression est créée dans Gretl (une dérivation plus détaillée est stockée par l’auteur de l’article). La méthode des moindres carrés ordinaires (MCO) est employée pour obtenir des estimations des paramètres du modèle de régression linéaire (MRL). Les valeurs p des coefficients de régression pour les paramètres p1 longueur de pliage et p7 force de la presse et pour le composant absolu sont plus petites que le niveau de signification choisi a=0,05, c.-à-d. que les paramètres analysés sont statistiquement significatifs au niveau de signification choisi a=0,05. Le coefficient de détermination ajusté R2aju = 0,990563 explique quel pourcentage de la variabilité dans la variable dépendante peut s’expliquer par le MRL choisi (le modèle peut expliquer 99,06 % de la variabilité dans la variable). La signification du modèle est capturée par la valeur P (F) = 3,55e-07, qui est inférieure au niveau de signification choisi a=0,05. Le MRL est statistiquement significatif et considéré comme approprié pour capturer la variabilité de la variable dépendante.
Le MRL estimé prend la forme : y=51469,33+38,09p7+13,84p1
où y est le prix de vente/la valeur de la presse à cintrer et les valeurs 51469,33, 38,09 et 13,84 sont les coefficients de régression estimés β0, β1 et β2, respectivement.
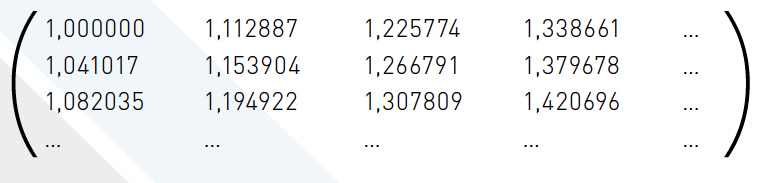
Pour l’utilisation pratique du MRL estimé pour une presse à cintrer, il est nécessaire d’exprimer la dépendance établie du prix de la presse à cintrer sur les paramètres déterminants par le moyen des nombres proportionnels, afin que le niveau de prix courant des presses à cintrer puisse être considéré dans l’évaluation normale, peu importe le niveau de prix utilisé pour créer le MRL estimé. La matrice générale de valeurs, après l’insertion des valeurs des paramètres p7 force de la presse et p1 longueur de pliage dans le MRL estimé, prend la forme :
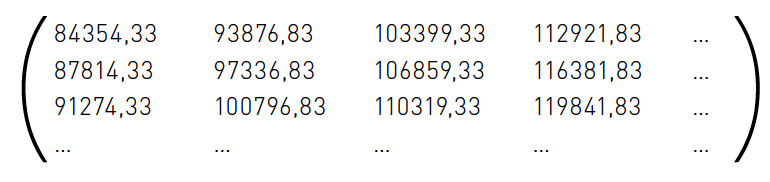
La variable dépendante pour le MRL estimé est le prix de la presse à cintrer en €. Pour utiliser la modélisation computationnelle plus rapidement, on effectue une conversion. La tendance actuelle est de maximiser l’automatisation du processus d’évaluation et de l’accélérer. La conversion change dans la matrice générale les valeurs en € en valeurs adimensionnelles, permettant d’importer la valeur de la presse à cintrer en différentes devises, p. ex. en £, € et $.
La matrice de valeurs normalisée a la forme :
La méthode des moindres carrés ordinaires (MCO) produit une estimation des paramètres du MRL normalisé de la forme :
cn=0.610156+0.000451p7+0.000164p1
où cn est le prix de vente/la valeur de la presse à cintrer normalisé(e) et les valeurs 0,610156, 0,000451 et 0,000164 sont les coefficients de régression estimés β0, β1 et β2, respectivement. Après avoir ajusté les valeurs spécifiques des paramètres p7 et p1 au MRL normalisé, nous obtenons le coefficient normalisé de CN [-].
Dans l’évaluation pratique, il est nécessaire de comparer la presse à cintrer évaluée à une presse à cintrer comparable. La différence (dissemblance) est exprimée par le ratio des coefficients CN standardisés de la presse évaluée et de la presse comparable :
COP=CNO/CNS
où CNO est le coefficient normalisé de la machine à former évaluée [-] et CNS est le coefficient normalisé de la machine à former comparable [-].
Vérification des résultats
La vérification de la fonctionnalité du MRL standardisé dans la pratique d’évaluation est effectuée sur les échantillonnages de quatre presses à cintrer hydrauliques de différents fabricants, à savoir LVD, TRUMPF et DURMA.
| Fabricant/étiquette | PPEC 220/42 | AD-SERVO 40175 | TruBend 5050 | AD-R 30135 |
| p7 force de la presse | 2200 kN | 1750 kN | 500 kN | 1350 kN |
| p1 longueur de pliage | 4270 mm | 4050 mm | 1275 mm | 3050 mm |
Presses à cintrer comparables :
| Fabricant/étiquette | PPEC 170/42 | AD-SERVO 30135 | TruBend 5230 | AD-R 40175 |
| p7 force de la presse | 1700 kN | 1350 kN | 2300 kN | 1750 kN |
| p1 longueur de pliage | 4270 mm | 3050 mm | 3230 mm | 4050 mm |
| Valeurs des paramètres déterminants : | Inférieures à la presse évaluée | Supérieures à la presse évaluée | ||
| Prix de vente/valeur | 95 000 € | 66 617 € | 186 000 € | 47 187 € |
Comparaison des coefficients normalisés et estimations des valeurs des presses à cintrer :
| Fabricant | LVD | DURMA | TRUMPF | DURMA |
| CNO | 2,304 | 2,065 | 1,045 | 1,720 |
| CNS | 2,078 | 1,720 | 2,179 | 2065 |
| COP=CNO/CNS | 1,109 | 1,200 | 0,480 | 0,833 |
| Estimation=prix de vente/valeur ·COP | 105 320 € | 79 966 € | 89 225 € | 39 310 € |
Déviation des estimations :
| Fabricant/étiquette | PPEC 220/42 | AD-SERVO 40175 | TruBend 5050 | AD-R 30135 |
| Estimation | 105 320 € | 79 966 € | 89 225 € | 39 310 € |
| Valeur réelle | 100 000 € | 77 720 € | 87 000 € | 37 010 € |
| Déviation | 5,3 % | 2,9 % | 2,6 % | 6,2 % |
Conclusion
La dérivation du coefficient de différence COP, qui examine les différences dans les paramètres déterminants, est essentielle dans la comparaison des machines à former. Le MRL et la modélisation computationnelle ont été utilisés dans la recherche pour calculer le coefficient COP. La procédure proposée a été testée sur la machine à former d’une presse à cintrer (au stade suivant de la recherche, le test est effectué sur d’autres supports). Les paramètres déterminants trouvés avec la méthode ECM ont servi à créer le MRL estimé ou optimisé des machines à former. Dans les cas où COP=1, c’est une comparabilité de 100 % dans les paramètres déterminants. Les différences entre la valeur calculée avec le modèle proposé et le prix de vente/la valeur ne dépassent pas 7 %. La nouvelle approche présentée dans cet article, c.-à-d. tant la méthode ECM que l’application du coefficient de dissemblance COP, qui examine les différences dans les paramètres déterminants, peut être utilisée avantageusement pour quantifier les différences dans les prix annoncés que l’on trouve sur le marché.
Notes en fin de texte
- ŠŮSTEK, Roman. Use of Multicriterion Method in Significance Analysis. Odhadce a oceňování majetku. 2021, Vol. 27, No. 1-2, pp. 20−26.
- 2) ŠŮSTEK, Roman. Metoda ECM a její aplikace při oceňování tvářecích strojů. Young Science. 2022, Vol. 10, No. 6, pp. 48−60.
3) ŠŮSTEK, Roman. Selection of Determining Parameters Using the ECM Model. Scientific supplement of ANNALS of FACULTY ENGINEERING HUNEDOARA – INTERNATIONAL JOURNAL of ENGINEERING. 2022, Vol. 20, No. 3, pp. 155−158.